


2.2-5kw, 220V, servomoteur, servomoteur, moteur à courant alternatif, moteur électrique pour machine CNC
Avantage du produit : Spécialisé pour CNC · Bus standard Mechatrolink II et Mechatrolink III, parfaitement adaptés aux s
Description
Informations de base
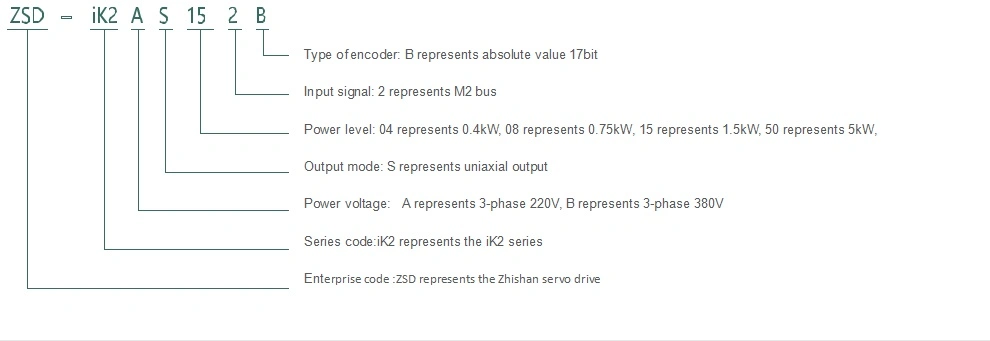
| Modèle NON. | ZSD-iK2AS**** |
| Certificat | ISO9001, CCC, CE |
| Marque | Marcher |
| Forfait transport | Carton |
| Marque déposée | MARCHER |
| Origine | Shangai, Chine |
| Code SH | 9032899090 |
| Capacité de production | 5000 pièces/an |
Description du produit
Avantage du produit : spécialisé pour la commande numérique par ordinateur· Bus standard Mechatrolink II et Mechatrolink III, parfaitement adaptés aux systèmes LNC, Syntec, HUST et autres systèmes CNC
· Algorithme d'observateur de Kalman pour une réponse servo plus rapide
· Algorithme de compensation des perturbations de charge pour un traitement plus fluide
· Algorithme de suppression des bosses des quadrants pour un traitement plus fin
· Fonction de contrôle de la tourelle
Intelligent
· Le mode de positionnement interne puissant permet une planification multi-chemins continue pour un contrôle de mouvement riche ; prend en charge jusqu'à 32 ensembles de données pour la planification, chaque ensemble de données peut être réglé sur le nombre d'impulsions ou l'angle requis, et le mode de position interne peut être réglé pour la vitesse, l'accélération, la décélération et la décélération d'urgence
· Détermination automatique des propriétés mécaniques inertielles de la charge, réglage du gain optimal et raccourcissement du temps de mise en service du système
Écurie
· Analyse de fréquence de résonance mécanique, configuration de deux ensembles de filtres de piège, fréquence réglable (50 ~ 5000 Hz) et profondeur de piège, surmonte efficacement la résonance basse fréquence et les vibrations mécaniques d'extrémité, peut régler la fréquence de vibration (1 ~ 100 Hz) et l'amortissement des vibrations
· La compensation du couple de frottement réduit l'effet du frottement statique lors de la commutation mécanique et améliore les performances de suivi de commande à basse vitesse
Nous:
Caractéristiques:
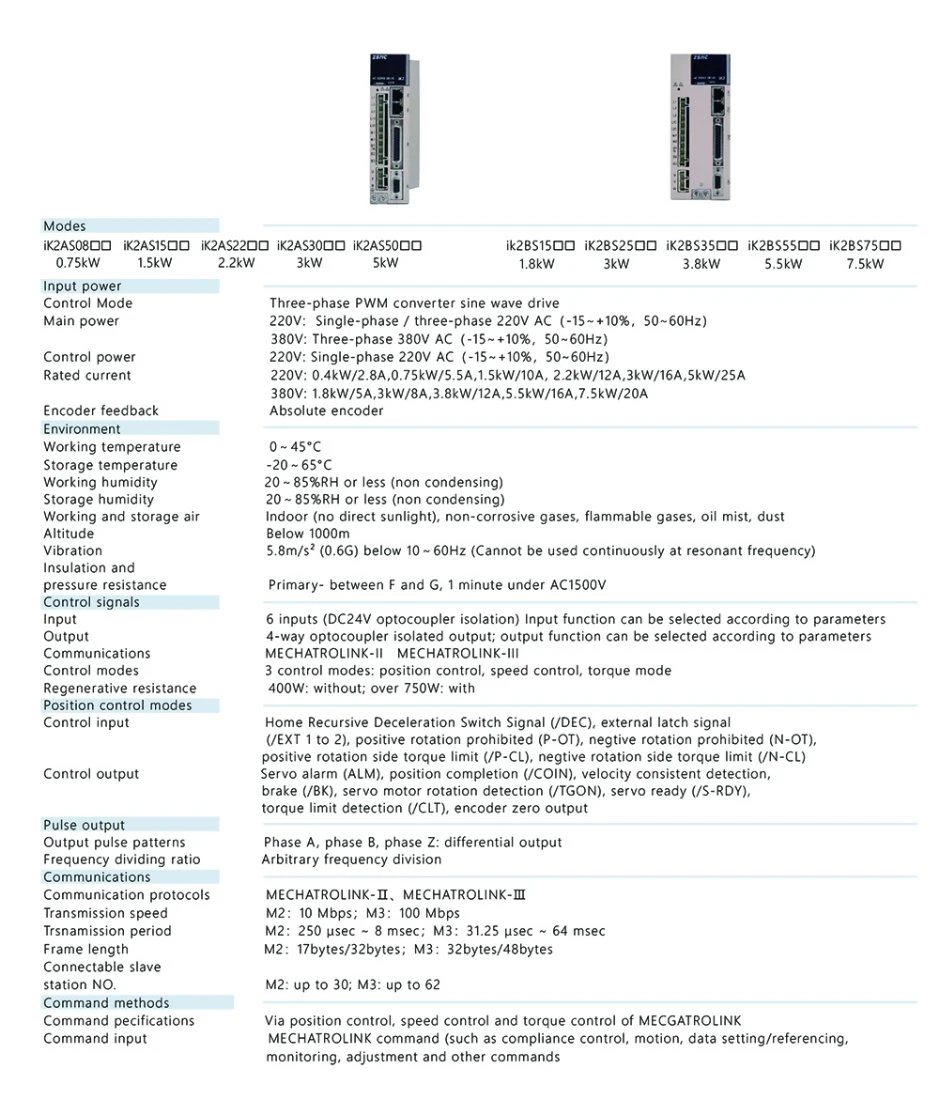
| Série | iK2 | ||||||||
| Puissance de sortie (unité : kW) | 2.2 | 3 | 5 | ||||||
| Courant de sortie | 12A | 16 | 25 | ||||||
| Type d'encodeur | Codeur de valeur absolue 17 bits | ||||||||
| Résistance à la régénération | Connexion intégrée ou externe | ||||||||
| Mode de contrôle | Mode d'entraînement à courant sinusoïdal de contrôle IGBT PWM | ||||||||
Propriétés | Plage de contrôle de vitesse | 1:10000 (La limite inférieure de la plage de contrôle de vitesse est un fonctionnement stable sans fluage en cas de charge nominale) | |||||||
| Rapport de fluctuation de vitesse | Fluctuation de charge | 0 à 100 % de charge : ±0,01 % max. (à vitesse nominale) | |||||||
| Fluctuations de tension | Tension nominale : ± 10 % : 0 % (à la vitesse nominale) | ||||||||
| Fluctuations de température | 25±25°C : ±0,1% max. (à vitesse nominale) | ||||||||
| Précision du contrôle de couple (répétabilité) | 1% | ||||||||
| Réglage de l'heure de démarrage en douceur | 0 ~ 10 secondes (l'accélération et la décélération peuvent être réglées séparément) | ||||||||
Communication | RS-485 Communication | Protocole de communication | Modbus | ||||||
| 1; Communication N | Jusqu'à N = 127 stations | ||||||||
| Réglage de l'adresse d'axe | Réglé par paramètre | ||||||||
Signal d'entrée/sortie | Sortie d'impulsion de division de fréquence du codeur | Phase A, phase B et phase C : sortie d'entraînement linéaire ; nombre d'impulsions divisées : peut être défini arbitrairement | |||||||
Signal d'entrée de commande séquentielle | 7 canaux | ||||||||
| Fonctions : signal de commutation de décélération de retour à l'origine (/DEC), signal de verrouillage externe (/EXT 1 à 2), interdiction de rotation avant (P-OT), interdiction de rotation arrière (N-OT), limite de couple de rotation avant (/P -CL), limite de couple de rotation arrière (/N-CL). Des changements dans la logique positive/négative du signal ci-dessus peuvent être effectués. | |||||||||
Signal de sortie de contrôle séquentiel | 5 canaux | ||||||||
| Fonctions : alarme servo (ALM), fin de positionnement (/COIN), détection de coïncidence de vitesse (/V-CMP), frein (/BK), détection de rotation du servomoteur (/TGON), servo prêt (/S-RDY), détection de limite de couple (/CLT), sortie codeur zéro (PGC). Des changements dans la logique positive/négative du signal ci-dessus peuvent être effectués. | |||||||||
| Instruction | Témoin de charge | ||||||||
| Gestion de la régénération | Résistance de régénération intégrée ou résistance de régénération externe (en option) | ||||||||
| Gestion des déplacements | Le freinage dynamique (DB) s'arrête, la décélération s'arrête ou la course libre s'arrête pendant le fonctionnement des entrées P-OT et N-OT | ||||||||
| Fonctions de protection | Surintensité, surtension, sous-tension, surcharge, anomalie de régénération, etc. | ||||||||
| Accessibilité... | Réglage du gain, enregistrement d'alarme, fonctionnement pas à pas, etc. | ||||||||
Fonctionnement du panneau | Afficher | Tube nixie rouge à 7 segments et 5 chiffres | |||||||
| Clé | 5 touches de jogging | ||||||||
Communication | Protocole de communication | MECHATROLINK-II | |||||||
| Taux de transfert | 10 Mbit/s | ||||||||
| Cycle de transmission | 250 microsecondes, 0,5 à 4,0 millisecondes (multiples de 0,5 millisecondes) | ||||||||
| Mots de transfert de lien | Commutateur à 17 octets/station, 32 octets/station | ||||||||
| Réglage de l'adresse de la station | 41H à 5FH (nombre maximum de sous-stations reliées : 30) | ||||||||
Mode de commande | Spécification d'instruction | Contrôle de position, contrôle de vitesse et contrôle de couple via le bus MECHATROLINK | |||||||
| Entrée de commande | Commandes MECHATROLINK (telles que contrôle séquentiel, mouvement, réglage/référence de données, surveillance, réglage et autres instructions) | ||||||||
Système de gestion de la qualité1. Procédures de contrôle des achatsSélectionner des fournisseurs qualifiés pour s'assurer que la qualité des matériaux peut satisfaire la demande d'utilisation.2. Flux de processus de productionChaque membre du personnel doit réussir le test de qualification pour le poste et travailler en stricte conformité avec les documents de processus.3. Procédures de contrôle de la qualitéUn large éventail de mesures sont appliquées pour contrôler la qualité et elles sont : l'audit d'usine, la signature d'un accord de qualité avec les fournisseurs, l'inspection des matériaux entrants, la première confirmation du produit, l'inspection pendant la production, l'inspection finale, l'analyse et l'amélioration du processus de production, les actions correctives et préventives.
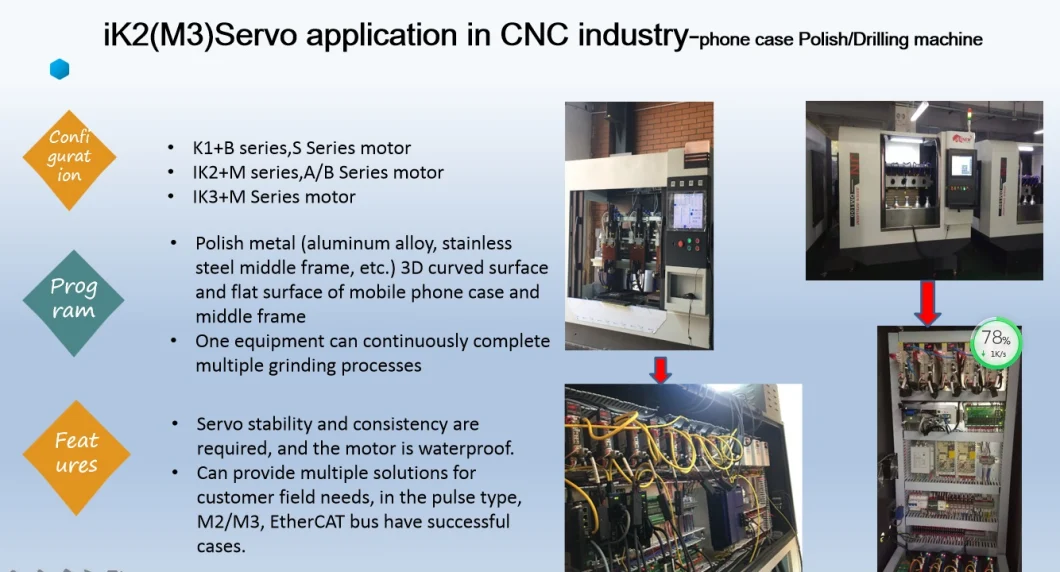
Application:
· Équipement électronique 3C
· Matériel d'emballage
· Matériel d'impression
· Machines-outils à commande numérique
· Industrie textile
Entreprise:


Laboratoire:
Culture:
Décerner:A remporté la marque annuelle de satisfaction des utilisateurs 2018 dans le domaine du contrôle de mouvement !
Certificat:
Notre contact
Envoyer maintenant




